

RB 330, RB 340 and RB350 are new members of a group of friction materials specifically engineered for racing use where high performance and minimal wear are needed. These new materials guarantee high performances by working at a lower brake pad temperature (and brake fluid too) than normal organic components without compromising disc temperature.
RB 350 has a stronger friction material than the RB 340.
On the one hand due to its bite, the RB 350 is often requested by drivers used to manage a high braking power, in particular in medium/small length races.
On the other hand, the RB 340 is less aggressive than the RB 350 but has the important quality to better resist to wear. These characteristics make the RB 340 the optimal choice in contexts where a higher modulation and longer durability is required rather than bite.
Finally, RB 330 has less bite than the RB 340 and is the best choice for rally application and rear GT applications.
N.B. Competitor 1 has a GT compound; Competitor 2 has a Rally compound.
How do they work?
RB 330, RB 340 and RB 350 performances are strictly related to the brake energy entering into the pads material through the pad surface so literally the power flows during the stop (Kw/cm2).
Compared to the traditional material, the lower limit of the power flow is higher with values between 1.0 and 2.0 Kw/cm (ideally 1.4 and 1.6 Kw/cm2).
This consideration means that for the correct use a certain power flow (Kw/cm2) is requested but also that the limit due to fading effect is farther than most standard materials.
Once defined the power flow (disc & pad / application) the mean parameter that influences the performances is the steady state disc temperature (we consider at the beginning of the stop) which, more than pad temperature, indicates how far we are from fading.
The variation of average MU is (at the same power flow) much more affected by disc temperature (measured on rubbing surface) rather than pad temperature (measured on the bulk). In other words this means that performances can be significantly higher even with hot pads but keeping low disc temperature.
This must be one of the primary considerations in designing of brake cooling system.
Our suggestion is always, where possible, to focus the cooling mainly on the disc rather than on pads, where better benefits are achievable.
Bedding
In contrast to normal organic materials RB340 and RB350 show a different behaviour during the bedding procedure, characterized by initially very high mu that decreases to a stabilization level (a bit lower than the first stops).
No modifications in bedding procedures are needed moving from standard organic pads to RB340 and RB350; the bedding is mainly useful for the preparation of the disc rather than the pad material.
For ideal bedding, we suggest a phase with a progression of constant pressure stops (#35-40) at increasing speed avoiding, as much as possible, rapid deceleration.
This procedure helps to build a uniform and stable transfer layer that will subsequently ensure the correct friction; in this phase the pad material is not modified but works to create a deposit on the disc surface. (This is the reason why pre-bedded pads are not as useful as pre-bedded discs).
Then, a few high energy stops (#4,5), at higher deceleration, are needed in order to stabilize the transfer layer and to promote a repeatable friction profile during use.
GT Application
The main application area of RB340 and RB350 is the GT one (GT2/3/4) where high and stable performance (bite), reliability and low wear are needed.
The wear of RB340 and RB350 is in line with the most used friction materials in GT and the performances are nevertheless quite superior.
The RB340 permits also a longer life for the disc, better than usual references.
Rally Application
Thanks to their thermal properties, the materials RB330, RB340 and RB350 behave well on tough applications where cooling is typically scarce. Tests on dynamic test rigs have confirmed, in particular, the best of RB350 response compared to the other standard materials on front asphalt applications, in combination with RB340 on the rear axle. On the contrary, on the ground RB330 applications it is recommended for both of the front and rear axle.
Again , the higher heat resistance of the material allows to withstand very high temperatures ( disk T > 750 ° ) and to resize the geometry of the braking system going towards the use of ever smaller friction surfaces (from 67 cc to 58 cc and 355 mm to 328 mm for the diameter of the disc) without any problem of temperatures.
Friction comparison
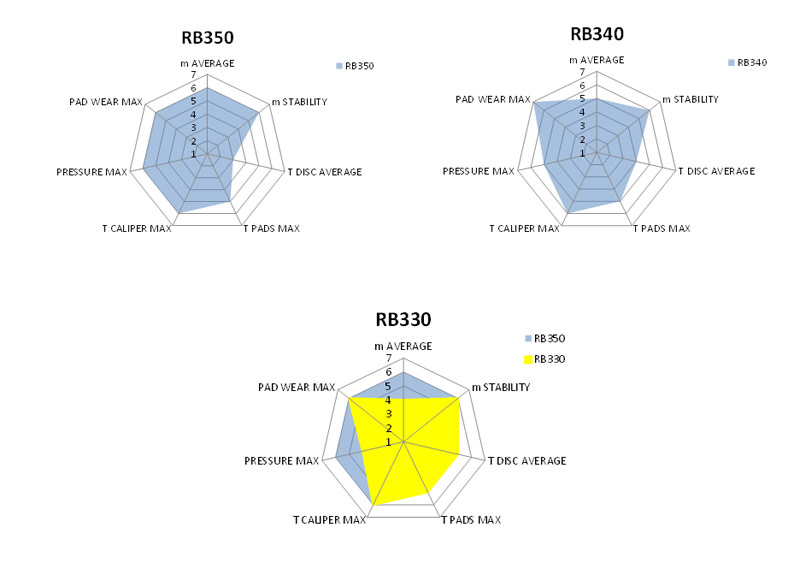
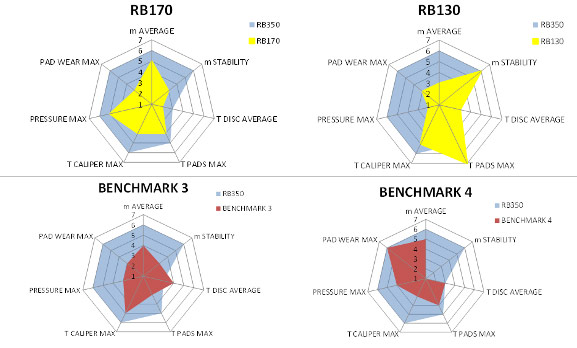
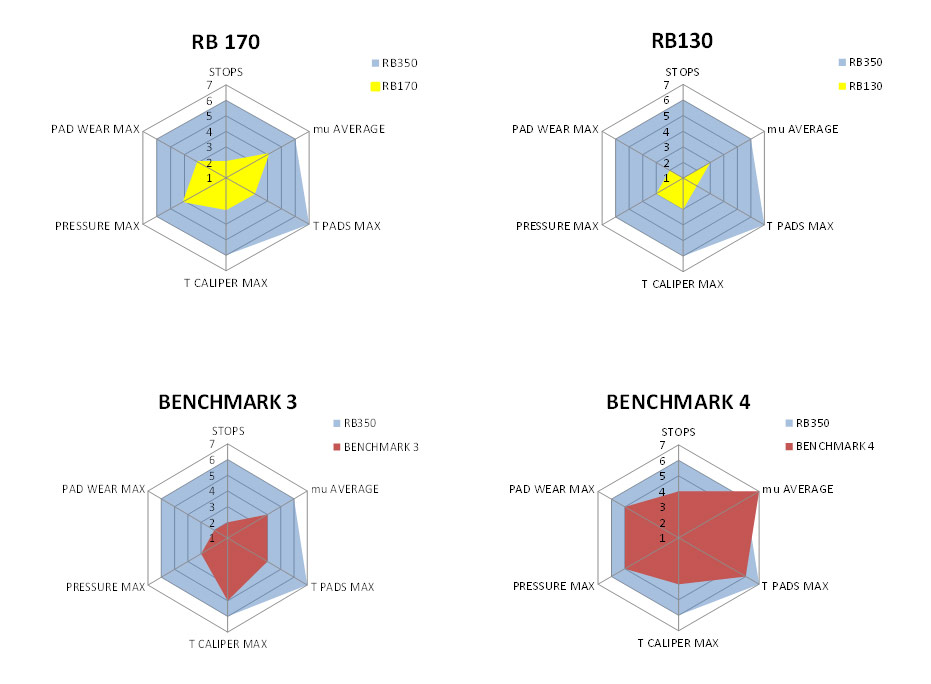
Here below you can find some radar charts with an evaluation of the principal characteristics of some friction materials from different manufacturers, including RB350 and RB340.
Before the beginning of the test all the pads were pre-bedded with a proper cycle.
These first charts are about the rally cycle, that is a dynamic cycle born for tarmac.
The number of braking and the torque are defined to have torque, temperature etc. as similar as possible to the real application.
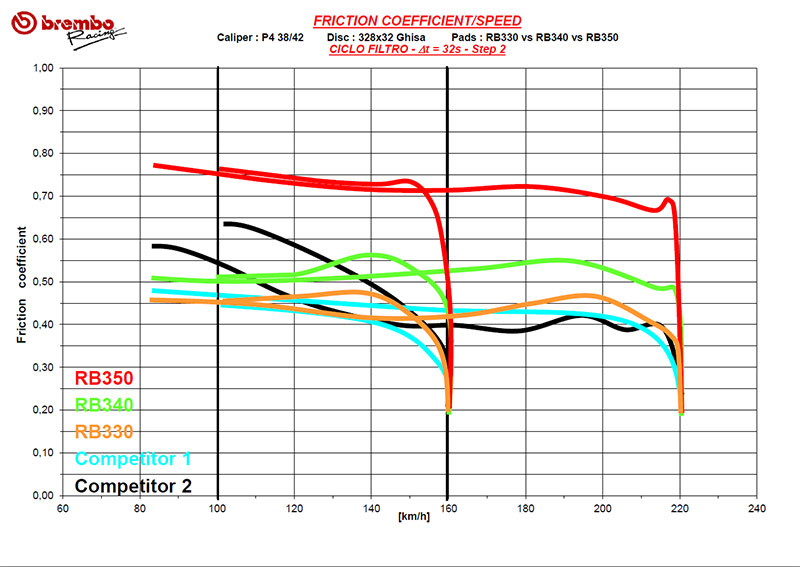
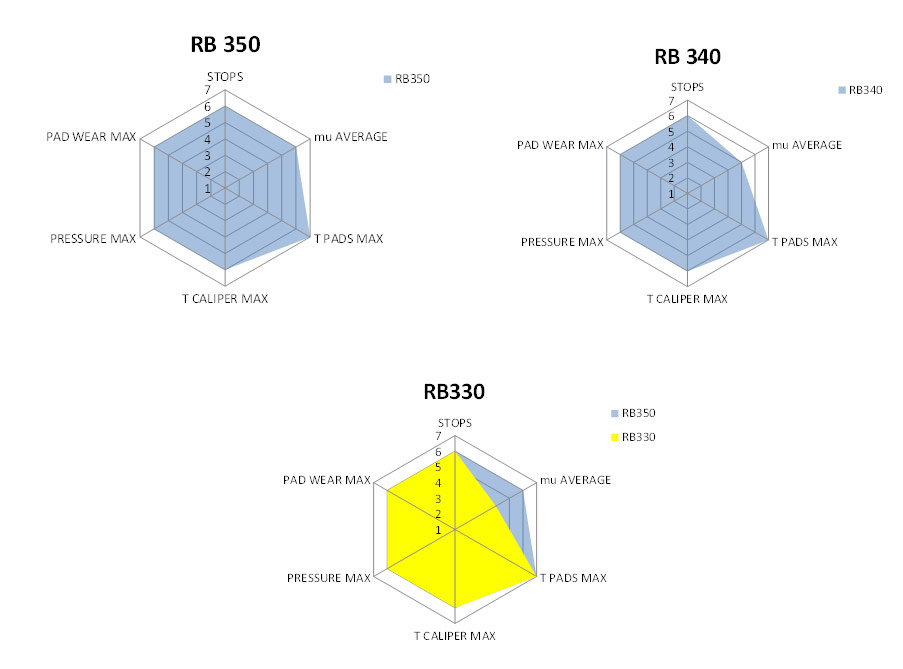
After this cycle, the same pads were tested on the fading test.
(See the graphs hereafter).
The aim of this cycle is to repeat the fading problem that the materials have during long or very hard stages.
After this cycle, the same tablets were subjected to a test of fading (see charts below) .
The purpose of this cycle is to track the fading problem that the materials have during the long phases or very challenging.
Bedding Procedure V1.3
Material RB350-RB340 – Only for competition
READ CAREFULLY BEFORE USE
Bedding
In contrast to normal organic materials RB340 and RB350 show a different behaviour during the bedding procedure, characterized by initially very high mu that decreases to a stabilization level (a bit lower than the first stops).
No modifications in bedding procedures are needed moving from standard organic pads to RB340 and RB350; the bedding is mainly useful for the preparation of the disc rather than the pad material.
For ideal bedding, we suggest a phase with a progression of constant pressure stops (#35-40) at increasing speed avoiding, as much as possible, rapid deceleration.
This procedure helps to build a uniform and stable transfer layer that will subsequently ensure the correct friction; in this phase the pad material is not modified but works to create a deposit on the disc surface. (This is the reason why pre-bedded pads are not as useful as pre-bedded discs).
Then, a few high energy stops (#4,5), at higher deceleration, are needed in order to stabilize the transfer layer and to promote a repeatable friction profile during use.
Step 1:
Check the disc before use, in particular surface conditions (roughness, damages, geometry) and be sure that the fixing of the disc corresponds to the manufacturer’s drawing (out of plane, float, etc.)
If the disc is used, a transfer layer from previous usage will probably cover it.
We suggest, if possible, cleaning it (sandpaper above FEPA 600, brake cleaner or similar) in order to avoid contamination during bedding.
Normally, this operation can be avoided because the RB340-RB350 friction material is initially very abrasive and is able to clean up the disc surface automatically, though time-to-bed will likely increase.
Step 2:
The bedding is a very critical determinant in brake components life, an incorrect or hasty procedure could compromise not only the life but also the performance of all the components, especially brake discs.
The bedding procedure is needed just to prepare the disc (and partially the pads) for the race, so the processes involved are the same if the bedding is made on the track (GT, formula, NASCAR, etc..) or on the road (Rally, where we suggest to bed on tarmac), what changes is primarily the time.
In order to prevent unpredictable heat transfer on disc surface, and resultant thermal deformation (cracks, vibrations) the bedding should be achieved by application of groups of constant pressure stops (for a total of #35-40 stops or alternatively 35-40 km) with gradual increasing of the initial speed (and total brake energy).
These braking must be done far from the tyre adhesion limit (50-60% of the max race pedal pressure) in order to achieve a corresponding gradual increase of torque and temperature to the brake system and promote a regular third layer deposit. The brake cooling must be such to avoid overheating of the system (air ducts can be even closed a bit, max 20%, in case the disc temperature is too low).
The maximum initial speed should be defined according to the track/road conditions and car features (especially for Rally).
During this phase the MU starts high (0,8 – 0,9) and then decreases to the stabilization level, initial disc temperatures can reach value close to 500-550 °C (*) (a bit less for pads, see graph).
Only at the beginning brake dust could be visible as normal consequence of the initial bedding process.
Due to initial higher MU (typical for RB340-RB350) the heat transfer on disc is much higher at the beginning in this case the matching between disc and pads is not yet optimized, so if the brake is too strong (high deceleration) there could be a risk of uneven heat distribution and consequent disc distortion.
The heat transferred into the disc becomes higher (high gradient of temperature) toward the end of the bedding because the disc surface is now completely and uniformly settled and the friction efficiency optimized, at this point no risk of uneven heat distribution and distortion should exist.
Step 3:
After the constant braking pressure and the subsequent layer formation (step 2) a series of #4-5 high deceleration stops are desirable in order to set up the layer and guarantee a correct functioning.
To ensure that the bedding has been done properly a homogenous, dark and slightly shiny layer must cover the rubbing surfaces of the discs (the observation of the external surface is enough).
Darker stains are allowed and close to the fixing of the disc there may be visible purple coloured areas (indicating spike temperatures above 550°C, see picture).
Narrow grooves (imperceptible to touch) are admitted, they will not affect the performance in use.
If the disc is too bright the bedding is not completely finished, and a second and shorter procedure must be done.
No particular changes should appear on the pad surfaces after bedding.
* An easy way to check the right temperature after bedding is to use thermo-paints able to turn white when the temperature is reached.
Brembo offers a kit including 3 paints: red till 630°, orange 550° and green 430°C (p.n. 02.5711.10)
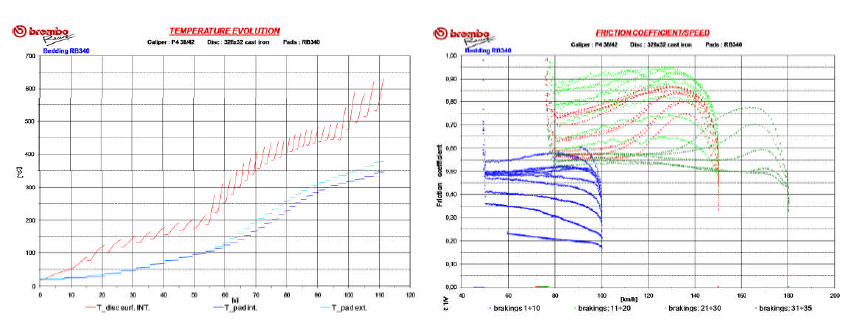

Image of a disc correctly run-in (left) compared to a new one.


